
常见硫化质量缺陷及对策
2024.03.20 点击379次
在橡胶硫化过程中,有时会出现喷霜;气泡;橡胶表面发粘;炸边、飞边厚;焦边:分型处打皱并裂开;分层;发泡孔径不均匀等硫化质量缺陷,下面对硫化质量缺陷以及相对应的对策进行分析。 橡胶喷霜是由于橡胶内部配合剂达到过饱和状态后,橡胶近表层的配合剂首先析出,再由内层向表层迁移析出,当配合剂在橡胶中降低到其饱和状态时,析出过程才结束。使配合剂达到过饱和状态,导致橡胶喷霜的主要原因有:胶料配方设计不当,工艺操作不妥,原材料质量波动,贮存条件差,制品欠硫、制品老化等。在趋于饱和状态过程中,超量使用的、不能溶解的配合剂便要析出,而在橡胶表面形成喷霜。 对策: 1、配方设计不当引起的喷霜:容易造成喷霜的配合剂有硫化剂硫黄,由于硫黄在橡胶中的溶解度随温度升高而增大,硫黄溶解度增大,其在橡胶中的溶解速度加快,就容易引起分布不均,使得硫黄在胶料中局部含量多,局部含量少。待胶料冷却后,硫黄在胶料中的溶解度下降,胶料中局部含量过多的硫黄,便达到过饱和状态,就造成喷霜,此种喷霜也称喷硫。容易引起喷霜的促进剂:二硫化二苯并噻唑(DM)、二硫化四甲基秋兰姆(TMTD)、2一硫醇基苯并噻唑(M)、一硫化四甲基秋兰姆(TMTM)、乙撑硫脲(NA 22)等。 2、原材料质量波动引起喷霜: 不同的配合剂在同一种生胶中有着不同的溶解度,同一种配合剂在不同的生胶中也有着不同的溶解度,就是在同一类生胶中,由于其共聚组分比不同、门尼粘度等不同规格中同一配合剂的溶解度也不同,即使产品样本上数据几乎相同的生胶,因生产厂家所采取的工艺不同、合成单体的差异、制造批量的不同,而使同一配合剂的溶解度也不同. 由于配合剂在生胶中的溶解度主要取决于生胶和配合剂的结构与性能,那么生胶质量发生波动就会影响配合剂的溶解度。如果造成配合剂溶解度下降,便会发生喷霜现象。 配合剂质量发生波动就会引起其纯度、水分、灰分、pH值、物理性能等发生变化,这些因素影响着其在橡胶中的溶解度。如果溶解度下降,配合剂便会发生喷霜。 3、储存条件的影响: 配合剂在橡胶中的溶解度除与配合剂和生胶两者的化学结构、极性、结晶性、分子量大小及分布、溶解度或溶解度参数等有关外,还与贮存时的温度、压力、湿度、时间有关。 配合剂在橡胶中的溶解度一般都是随着温度的升降而升降。因此,橡胶在储存和使用时的温度高于标准温度,配合剂的用量就可能达到最大用量;而在低于标准温度时就不能用到最大用量,否则橡胶表面就会出现喷霜。 橡胶储存时所受的压力、周围空气的湿度以及时间对配合剂的溶解度也有影响,一般情况下影响不大。但是,如果压力较大,受压部位橡胶中的配合剂就会形成晶核,析出于橡胶表面,形成喷霜;如果空气的湿度过大,橡胶中极性大的配合剂对生胶(非极性)的作用减弱,配合剂溶解度下降,从而导致喷霜;储存时间越长,橡胶表面喷霜越明显,由于储存环境中空气的温度和湿度随着季节的变化而不同,并且差别较大,极易造成配合剂的溶解度发生变化,从而导致喷霜。 4、橡胶老化:橡胶老化大都导致硫化胶完整的均衡的网状结构发生破坏,从而也破坏了橡胶体系内各种配合剂与生胶分子以及配合剂之间的化学的或物理的结合,降低了配合剂在橡胶体系内的溶解度。因此,那些局部处于过饱和状态的配合剂便会从橡胶中游离析出,形成喷霜。 5、欠硫导致的喷霜: 配合剂在橡胶中的溶解度随着制品硫化程度的深浅而不同。一般在制品达到正硫化时配合剂则达到最大溶解度。这是因为在硫化交联过程中化学键(C-Sx-C、C-S-C、C-C、C-O-C等)的形成,加强了配合剂与生胶分子之间以及配合剂之间的化学结合或物理结合过程,这有利于配合剂在橡胶中的溶解;其次配合剂参与化学键形成的反应或其它副反应,减少了配合剂的含量,降低了配合剂的浓度。所以,制品欠硫就会导致配合剂的溶解度下降使橡胶表面出现喷霜。 通过延长硫化时间,提高硫化温度等来提高硫化程度,避免制品欠硫而造成喷霜。 容易喷霜的橡胶: 极性大的胶种如丁腈橡胶、氯丁橡胶与极性较大的防老剂有较好的相容性 , 而非极性橡胶如顺丁橡胶和天然橡胶与胺类防老剂相容性则较差。防老剂在橡胶中的溶解度越低 , 越容易产生喷霜。 在EPDM中:TMTD很容易喷霜,如用TRA代替半量则很少喷霜,若于TETA(三乙烯四胺))并用则更少出现喷霜。TMTD+M硫化体系最易喷霜,用促进剂 BZ、CZ、TE(二硫化二乙基苯基秋兰姆)、EZ、NOBS、DM等并用可以解决喷霜问题。 BZ/FeMDC(TTFe)在各种橡胶当中 , 乙丙橡胶的喷霜现象较为突出 , 其原因是乙丙橡胶的不饱和度低、极性小 , 各种硫化剂、促进剂、防老剂在乙丙橡胶或EPDM中的溶解度都较低 , 容易发生喷霜现象, 通过多种促进剂的适当并用可以解决这一问题。通常 , 结晶性化合物或在橡胶中高温与低温溶解度差异大的配合剂, 容易发生喷霜, 而非结晶性化合物和不溶于橡胶的促进剂不发生喷霜。 丁基橡胶与乙丙橡胶结构相似, 属于非极性饱和胶, 容易发生喷霜现象。
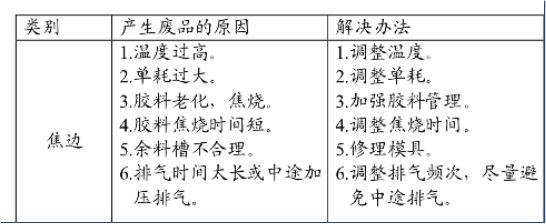
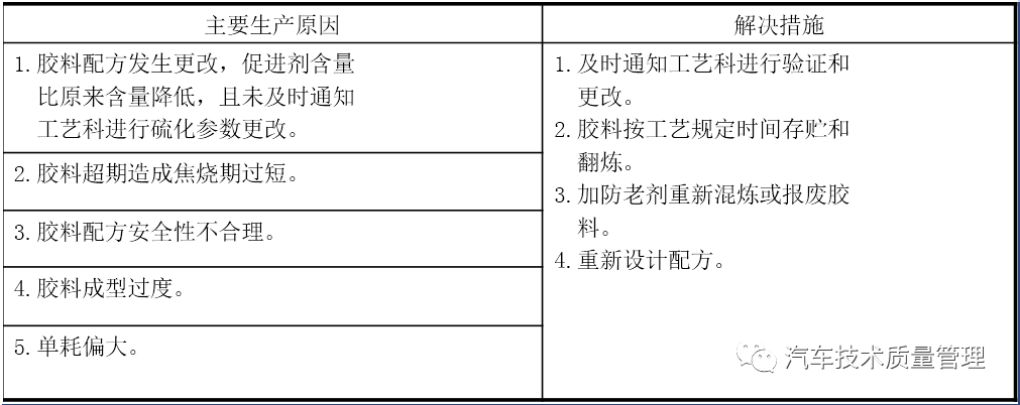
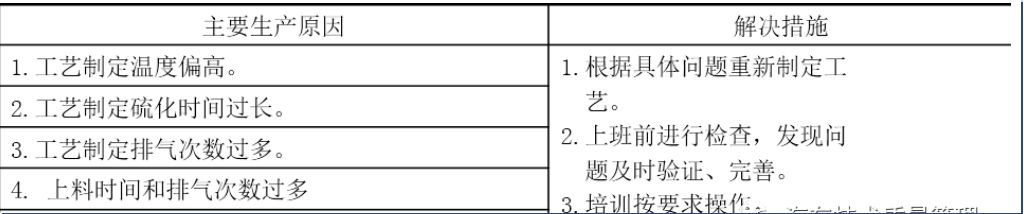
橡胶表面发粘 模温过低;胶料配方不佳(如内在脱模剂份量少);骨架胶粘剂未彻底干燥。 橡胶表面发粘表现为产品橡胶部分表面存在海绵状或明显的沾性突起物。 对策: 1、模具型腔局部滞留气体,从而影响传热和胶料受热硫化: ①对模具进行抽真空,保证胶料进入型腔处于真空状态。确保抽真空完好,以抽出模具内的气体; ②增加模具合模后放气次数; ③在模具上设置排气槽或溢胶槽。 2、模具型腔不对称,有死角,传热不均导致硫化不均匀: ①调整胶料配方,使用硫化曲线平坦期长的胶料; ②调节硫化条件,延长硫化时间或提高硫化温度。 3、胶料压出或压延夹入气体:改进压出、延压条件和工艺。 制品表面入料口、溢料口或橡胶与金属粘接处等部位出现体积较大的空洞、沟槽状物。 对策: 1、胶料焦烧时间不足,易形成硫化胶粒和胶屑: ①延长胶料焦烧时间; ②调整硫化时间(降低温度延长硫化时间); ③避免使用停放时间太长的胶料; 2、工艺不合理,胶料过多无法溢出:硫化时先于制品表面硫化使之夹于分型面等部位之间 3、模具污染,胶料不清洁:清洁模具和胶料; 4、模具分型面配合不紧密,设计不合理,溢料口太大: ① 改进模具,分型面尽量避免出现在制品的粘接部位等敏感位置; 5、胶料传热速度较慢,硫化时胶料内外层升温不一致,外层胶料已硫化,内层胶料却受热膨胀,强制溢料引起缩孔夹层: ① 改进胶料配方; ② 改进硫化工艺条件,比如采用低温长时间硫化。(特别是厚制品)。 焦边:分型处打皱并裂开 模温过高; 胶料撕裂强度差 橡胶制品过硫(表现为:橡胶产品有焦烧或表面褶皱现象) 硫化温度过高或时间过长;
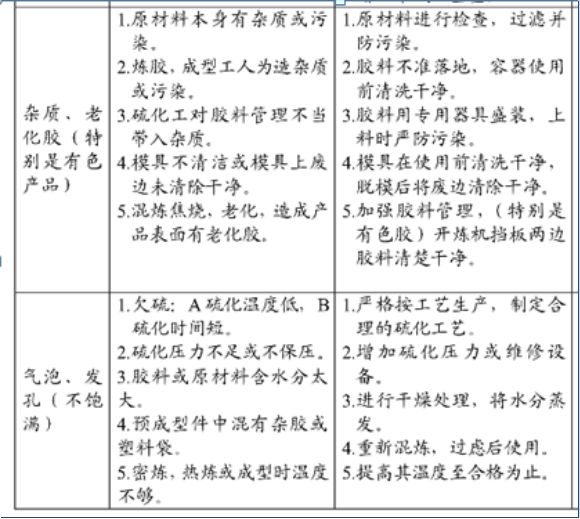
胶料热炼温度过低、薄通次数不够;硫化温度过高;排气不当 分层表现为产品橡胶部分不能形成一个整体,呈现出有层次的现象。 对策: 1、胶料表面污染,特别是油污:清洁胶料表面或换用干净的胶料 2、喷爽:与上面喷爽对策一致 3、相容性差的不同橡胶混合不均匀:在配方设计时选用相容性好的胶种。 发泡孔径不均匀 发泡孔径不均匀:发泡孔过大,产品的硬度、密度不合标准,闭孔会变成联孔,某些部分塌陷或某些部分发不起来。 1、发泡剂结团或粒子过粗—检查发泡剂,如有结团现象应过筛,粒子粗应粉碎,充分混炼(或薄通); 2、混炼不均匀—同上; 3、配合剂含水量过高,胶料中混有空气或杂质—配合剂水分过高应干燥后使用,除去胶料中的空气或杂质,使之充分硫化; 4、硫化不足,出模后继续发孔—调整硫化工艺条件,增加硫化剂用量。 发泡孔不足: 1、发泡剂问题—检查发泡剂是否在有效期限内,是否合格; 2、胶料可塑度过低—检查胶料可塑度是否符合标准,可塑度过低应补充混炼增大可塑度以利于发孔; 3、混炼温度过高,发泡剂早期分解—检查密炼机卸料温度是否过高,辊温是否太高,胶料是否焦烧。 一些因混炼温度过高的胶料可以少量掺和处理或添加发泡剂重量; 4、胶料停放时间过长或停放温度过高,部分发泡剂挥发或分解—停放时间过长胶料应返炼进行补充加工; 5、胶料硫化速度过快—配方调整,检查硫化剂的临界温度与发泡剂的分解温度是否接近(发泡剂氮二甲酰胺、亚硝基、二苯磺酰肼醚等在应用中其分解温度大约都在200℃以上,助发泡剂有硬脂酸、明矾等,加入后可明显降低发泡剂的分解温度至130~150℃ ),并相互协调,使硫化速度与发泡速度相配合; 6、压力过高,超过发泡剂发生气体所形成的内压,造成发泡孔不足—调整机台压力。
过硫化:欠硫的产品,用手掐后,掐痕很难恢复。从表面状态来看,较正常品有点发粘,剪开截面有蜂窝状,有焦烧或表面褶皱现象。其物性表现为:硬度、模量、拉断强度、撕裂强度均较低,回弹差,伸长率较高。对轮胎等大型产品将影响耐用性及耐老化性 但从外观上来看,过硫没有明显表征! 橡胶制品欠硫 :橡胶产品内部有网状、气孔或产品表面鼓包现象,硬度及强力达不到指标,弹性差压缩变形大,有气泡及粘性,会影响使用性能。 原因:工艺硫化温度太低;工艺硫化时间不足;装卸模时间太长造成模温降低;混炼胶T90过长;操作工未按工艺硫化时间生产(缩短硫化时间)。 本次对于常见硫化质量缺陷及对策的分析就到这里啦,让我们下次再见~ | 产品分类
|
{kind=link}